فرمان G92:انتقال نقطه صفر قطعه كاروتعيين نقطه صفر جديد
G92 XP0 YP0 Z
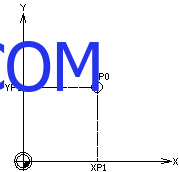
مثلا ابزار در نقطه اي از قطعه كار با اعداد X وYمشخص قرار دارد مي توان در برنامه با دادن كد
G92 ودادن مقادير XP0 وYp0 وشيفت كردن آن براي دستگاه نقطه صفر اوليه را مشخص مي كند
تذكر: دراين روش كاري به مقدار صفر ماشين ندارد وفقط صفر قبلي قطعه كاررا مي شناسد.
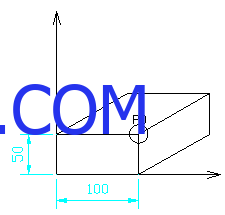
X100 Y50 يعني نقطه صفر قطعه در جهت محورXها 100 ميليمتر عقب ترودرجهت محور Yها
50ميلمترعقب تر است.